

.jpg)
超聲波探傷儀對鍛件探傷(一)
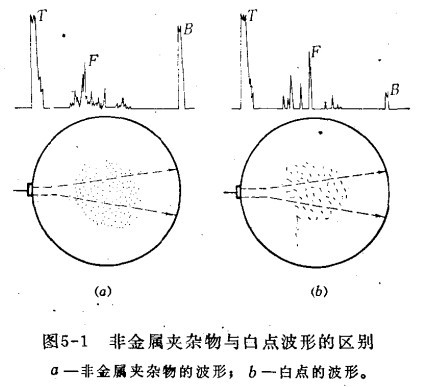
鍛件中常見的缺陷有偏折、疏松、非金屬夾雜物、氣夾、白點、縮孔、裂紋等。白點及裂紋是危險性缺陷。白點與非金屬夾雜物的波形如下圖,探測時應注意區別。
一.探傷次序 超聲波探傷儀對鍛件的探測,可分為早期探測,驗收性探測和維護探測等三種。早期探測是在鍛坯經粗加工后,全面或在最易產生缺陷的部位上進行。驗收性探測是在加工后再經熱處理的鍛件,在熱處理后全面的進行。維護性探測是在工件運轉一段時期后,在應力最大的部位進行。
二.探測條件 鍛件的探測,主要采用脈沖反射法,表面光潔度高的用接觸法,表面粗糙而未加工的用間接接觸法或液浸法。需要探測的重要鍛件的表面光潔度應達?6以上。除奧氏體鋼外,通常鍛件的晶粒較細,探測頻率一般采用2~5兆赫。一般的碳鋼、合金鋼和低合金鋼鍛件并經熱處理的,探測頻率可選用2~3兆赫。未經細化處理的鍛坯,宜選用1~1.5兆赫。探測近距離或微小的缺陷時,可用5兆赫。質量要求高的鍛件(采用浸液法時),可用10兆赫。
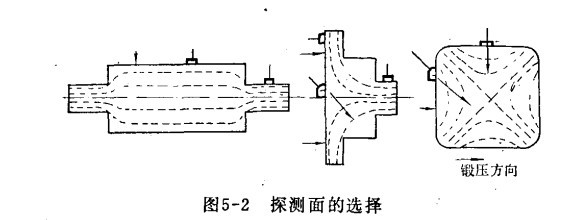
鍛件中的缺陷方向,一般與鍛壓方向垂直,因此,探測時應以鍛壓面作主要探測面,如下圖所示。在探測過程中,探傷儀探頭的移動應使被測部位的整個截面都受到聲束的掃查。其移動速度約為50~100毫米/秒,移動線的間距通常不超過晶片尺寸之半。
探傷儀探測林敏度的選擇應根據工件的要求而定,調節方法有兩種:(1)采用參考試塊的直接調節。根據被測工件厚度,選取相應的參考試塊,使當量孔反射波,達到規定高度。 (2)先將被測工件的底波調整到規定高度,然后根據預先做好的試驗或理論算出的數據,將靈敏度提高到規定高度。在調節探測靈敏度時,儀器的“抑制”、“深度補償”及“重復頻率”之旋鈕,最好放在關的位置。

- 時代TIME3234高精度粗糙度輪廓波紋度儀[2022/05/07]
- 時代TIME28系列涂層測厚儀[2022/04/29]
- 時代TIME5430邵氏硬度計A-(原TH220升級款)[2022/04/27]
- 時代TIME2190超聲波測厚儀[2022/04/18]
- 時代TIME5370智能無線里氏硬度計[2022/04/07]
- 時代TIME323X粗糙度形狀測量儀[2022/02/16]
- TIME7240便攜式測振儀-原TV400[2021/08/04]
- 時代凸鼻子洛氏硬度計TIME6166-原TH300升級款[2021/08/03]
- 時代TIME5351(WiFi)數字化里氏硬度計[2021/08/03]
- TIME5352智能化里氏硬度計[2021/08/03]